
Vorbereitung des Materials
Das für den Feuerverzinkungsprozess vorgesehene Material darf keine geschlossenen Räume aufweisen, die ein Eintauchen verhindern oder beim Eintauchen ein Reißen verursachen können.
Jedes Strukturelement sollte geeignete technologische Öffnungen zum Entlüften, freien Zinkfluss innerhalb und außerhalb des Elements, SpannungsentlastungsÖffnungen (wenn überlappende Oberflächen größer als 400 cm2 sind) und Öffnungen (oder Griffe) für eine ordnungsgemäße Aufhängung aufweisen.
Die Mindestabmessungen der EntlüftungsÖffnungen in Abhängigkeit vom Querschnitt sind in der folgenden Tabelle angegeben:
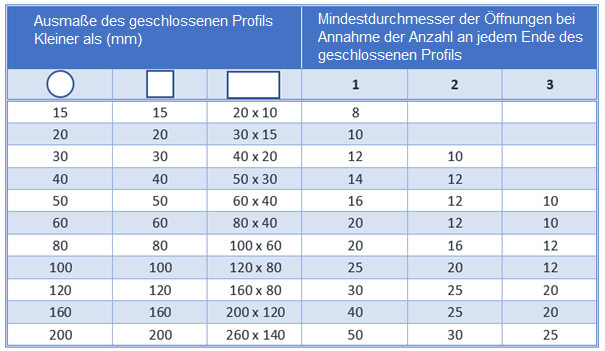
Die obige Tabelle gibt die Größe und Anzahl der Öffnungen an, die an den beiden Enden des Profils in Abhängigkeit von den Abmessungen seines Querschnitts angebracht werden müssen. Es handelt sich um Profile, die nicht länger als 2,7 m sind. Bei längeren Profilen sollten größere Öffnungen gemacht werden.
Strukturen sollten keine kleinen Lücken oder Hohlräume aufweisen, z. B. an Schweißverbindungen, da nach dem Verzinken Flussmittel- und Säurereste aus ihnen austreten können, die die Qualität und das Aussehen der Beschichtung beeinträchtigen (sogenannte "blutige Verschüttungen" oder "Schwitzen").
Durch die thermische Wirkung des Zinkbades werden innere Spannungen in den Elementen freigesetzt, die zu Verformungen führen können. Es ist besonders bei geschweißten Elementen sichtbar.
| Herunterladen: | |
| Vorbereitung des Materials (pdf) |  |
